
Welding operations connect two or more metal components into a single unified structure, enabling the creation of complex shapes and high load-bearing capacity. However, any welding defects can lead to structural cracking and pose serious safety risks during operation.
So, where do welding defects come from, and how can they be effectively eliminated? In this article, we provide a detailed guide to help you identify and properly resolve common welding defects.
16 COMMON WELDING DEFECTS AND HOW TO FIX THEM
Like many stages in metal fabrication, welding must be performed accurately and consistently to ensure the final product performs effectively in service. Conversely, even minor welding defects can render welding fabrication parts unusable or, worse, cause serious damage to large structures and construction projects.
Welding defects mainly arise from both internal and external factors, including human skills, equipment, materials, procedures, and environmental conditions. Once the root causes are correctly identified, effective corrective solutions can be applied.
-
Cracks

Causes:
- Metal shrinkage during cooling
- Impurities or hydrogen in the weld metal
- Poor joint design
- Excessively rapid cooling
Solutions:
- Control cooling rate (preheating/post-heating)
- Use appropriate, low-impurity filler materials
- Design joints to reduce residual stress
- Reweld following standard procedures
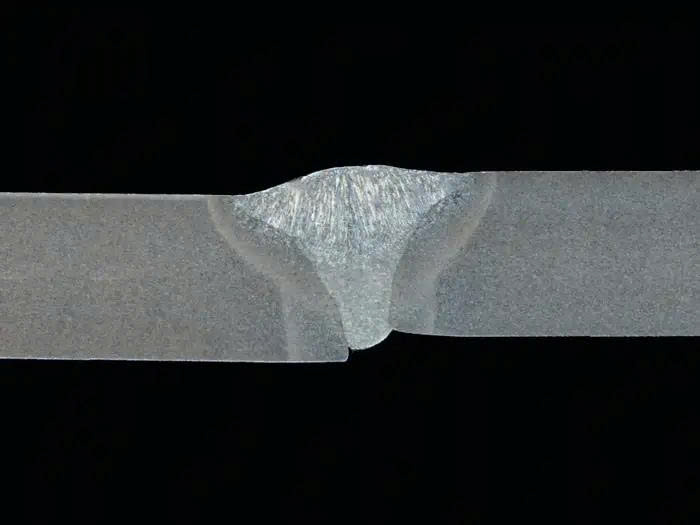
-
Underfill

Causes:
- Low welding current
- Excessive welding speed
- Insufficient filler material
- Excessively wide weld groove
Solutions:
- Increase current to ensure full melting
- Reduce travel speed to allow proper fill
- Select suitable electrode/wire diameter
- Apply multi-pass welding for deep grooves
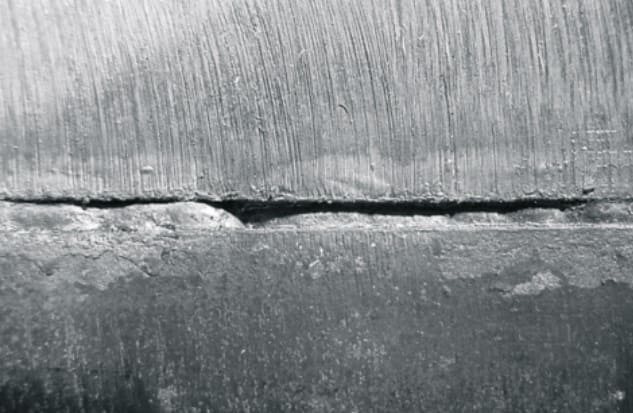
-
Undercut

Causes:
- Excessive current
- High travel speed
- Improper electrode angle
- Excessive arc length
Solutions:
- Reduce current and travel speed
- Maintain electrode angle at 5–15°
- Apply weaving technique
- Avoid excessively long arc length
-
Burn-Through

Causes:
- Excessive current
- Thin base material
- Slow welding speed
- Improper welding technique
Solutions:
- Reduce current or use pulsed mode
- Increase electrode travel speed
- Use backing bars or backing strips
- Select TIG or MIG welding for thin materials
- Overlaps

Causes:
- Oversized electrode
- Incorrect electrode angle
- Excessively slow travel speed
- Poor welding technique
Solutions:
- Use a smaller electrode
- Adjust electrode angle
- Increase welding speed to prevent metal overflow
- Porosity

Causes:
- Insufficient shielding gas
- Contaminated surfaces (oil, rust, moisture)
- Unstable arc
Solutions:
- Clean surfaces thoroughly before welding
- Control shielding gas flow rate
- Maintain stable electrode position and proper angle
- Arc Strikes

Causes:
Arc initiation outside the weld zone
Improper arc starting location
Solutions:
Initiate the arc at the correct location
Remove arc strikes by grinding after welding
- Excessive Spatter

Causes:
- Excessive arc length
- High current
- Unstable shielding gas
Solutions:
- Keep electrode close to the workpiece
- Adjust current appropriately
- Inspect and stabilize the shielding gas system
- Lack of Penetration

Causes:
- Low welding current
- Excessive travel speed
- Improper groove design
Solutions:
- Increase welding current
- Reduce travel speed
- Modify groove design as required
- Slag Inclusion

Causes:
- Inadequate cleaning between passes
- Incorrect electrode angle
- Insufficient arc energy
Solutions:
- Clean thoroughly between weld passes
- Adjust electrode angle
- Ensure proper arc control
- Mis-alignment
Causes:
- Incorrect positioning
- Inadequate clamping or fixturing
Solutions:
- Verify fixture alignment before welding
- Use secure clamps or jigs
- Lack of Fusion
Causes:
- Low welding current
- High travel speed
- Improper joint geometry
Solutions:
- Increase current
- Reduce travel speed
- Adjust joint configuration
- Undersized Weld
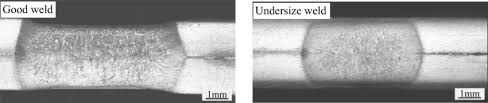
Causes:
- Insufficient filler material
- Incorrect groove design
Solutions:
- Increase filler metal deposition
- Review and correct groove design
- Start/Stop Defects

Causes:
- Inconsistent hand movement
- Sudden arc termination
Solutions:
- Improve operator control
- Apply proper weld termination techniques
- Heat Tint (Stainless Steel)

Cause:
Thickening of the natural oxide layer on stainless steel due to welding heat
Solutions:
- Clean using specialized chemical agents
- Perform post-weld stainless steel passivation
- Rust on weld (Stainless Steel)

Causes:
- No surface treatment after welding
- Exposure to corrosive environments
Solutions:
- Acid pickling
- Stainless steel passivation
- Surface protection using organic, polymer, or inorganic coatings, such as epoxy coatings, clear lacquers, or specialized anti-rust sprays
The above are common welding defects encountered during welding fabrication parts production. Whether you are a welder, mechanical engineer, QC/QA specialist, contractor, or manufacturing business owner, understanding these defects is essential to selecting appropriate fabrication methods and corrective measures to ensure high-quality, safe, and reliable production outcomes.
If you need high-quality welding parts manufacturer offering tailored metal solutions that meet international standards.
Contact Newinds:
Email: sales@newindscorp.com
Phone/Whatsapp/Zalo: Ann Yen +84 868 482 038