
MIG, TIG, and SMAW welding are currently three widely used welding methods in the metal fabrication industry, especially in steel fabrication. Each method is a distinct welding process with its own advantages, disadvantages, suitable materials, and specific applications.
The article below will help you choose the most suitable welding method for your work.
WHAT IS MIG WELDING?
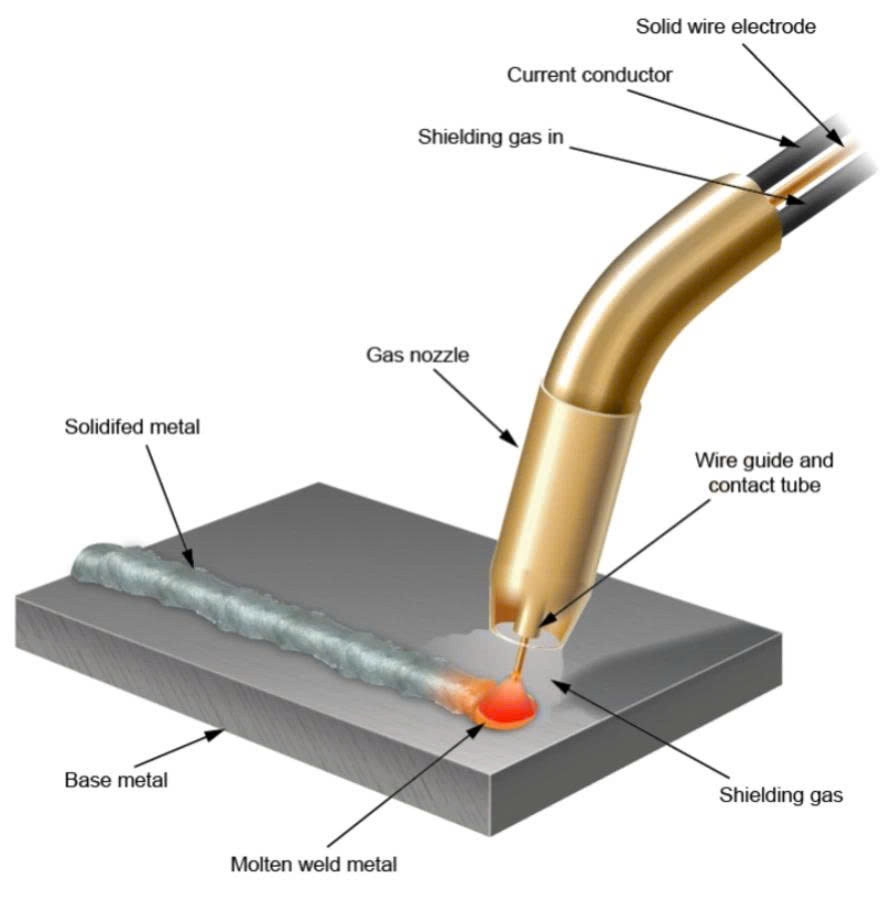
MIG welding (Metal Inert Gas), also known as Gas Metal Arc Welding (GMAW), is a fusion arc welding process. Specifically, it uses a welding wire and the base material to generate an electric arc. This arc produces a strong weld that connects metal components together.

WORKING PRINCIPLE OF MIG WELDING
Step 1:
Clean the welding surface from dirt and contaminants. The grounding clamp of the MIG welding machine must be firmly attached to the workpiece, and the wire feed speed should be adjusted.
Step 2:
The welding wire is continuously fed from the spool and pushed through the welding gun to the welding position. Bring the gun close to the workpiece so the wire touches the surface and creates an electric arc.
Step 3:
The heat generated by the arc melts both the welding wire and the base material. At the same time, shielding gas is released to protect the molten weld pool. When the molten metal cools down, it forms a solid weld while the shielding gas protects it from oxidation.
WHAT MATERIALS IS MIG WELDING BEST FOR?
- Carbon steel
- Stainless steel
- Aluminum
- Some nickel alloys, copper alloys, and low-alloy steels
ADVANTAGES OF MIG WELDING
- Fast welding speed and high productivity, making it suitable for large-scale production.
- Can weld many common materials such as steel, stainless steel, aluminum, and copper, providing flexibility for various projects.
- Suitable for hard-to-reach areas, such as corners, curves, or uneven surfaces.
- Produces less smoke and dust compared to other welding methods, reducing the need for extensive protective equipment.
DISADVANTAGES OF MIG WELDING
- High initial investment because MIG welding equipment is relatively complex, including the welding machine, wire feeder, welding gun, shielding gas cylinder, and wire spool.
- The welding machine and accessories are quite bulky, making them difficult to move long distances or use in tight spaces.
- Shielding gas greatly affects weld quality, so it is not suitable for outdoor welding or windy environments.
- Setting welding parameters can be complicated, requiring technicians to have proper knowledge of machine operation.
IMPORTANT NOTES WHEN PERFORMING MIG WELDING
- Thoroughly clean the material surface before welding to avoid porosity, incomplete fusion, or other welding defects.
- Adjust voltage, gas flow rate, and wire feed speed according to the material thickness, wire type, and shielding gas.
- Maintain a distance of about 10–15 mm between the welding gun tip and the workpiece, and tilt the gun 0–15° in the direction of travel to minimize spatter.
- Regularly inspect equipment such as the nozzle, liner, and ground clamp.
WHAT IS TIG WELDING?
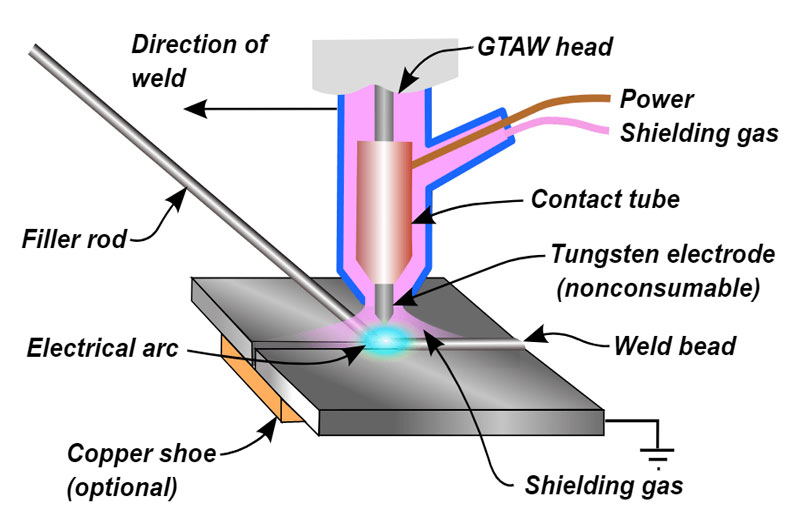
TIG welding (Tungsten Inert Gas), also known as Gas Tungsten Arc Welding (GTAW), is an arc welding process that uses a non-consumable tungsten electrode in an inert gas environment. The shielding gas protects the weld pool from oxygen and other contaminants, ensuring a strong and clean weld.

WORKING PRINCIPLE OF TIG WELDING
Step 1:
Secure the tungsten electrode in the welding torch. The electrode tip can be ground to a sharp or rounded shape depending on the welding position. Bring the torch close to the workpiece to initiate the arc. Once the arc is formed, high heat is generated. At this stage, argon gas is released from the torch to prevent oxygen and impurities from entering the weld pool.
Step 2:
The welder maintains a stable arc and moves the torch along the welding line so the metal surface melts and forms a molten weld pool. A filler rod can be added to supply additional molten metal if necessary.
Step 3:
To finish the weld, the welder gradually reduces the current until the arc extinguishes. However, argon gas continues to flow for a few seconds to protect the cooling weld pool. Once the weld area cools completely, a strong weld joint is formed.
WHAT MATERIALS IS TIG WELDING BEST FOR?
- Stainless steel
- Aluminum and aluminum alloys
- Titanium and titanium alloys
- Carbon steel and low-alloy steel (typically below 3–4 mm thickness)
ADVANTAGES OF TIG WELDING
- Ideal for welding aluminum, copper, and copper alloys.
- Produces clean welds with no slag and fewer welding defects.
- Highly flexible for different welding positions, making it suitable for complex components and small steel components.
DISADVANTAGES OF TIG WELDING
- Slow welding speed because the process requires high precision, resulting in lower productivity.
- Requires highly skilled welders to coordinate both hands and the foot pedal.
- Equipment investment is relatively high, especially AC/DC TIG welding machines, which are often more expensive than MIG and SMAW machines.
- Not suitable for thick materials or high-speed production.
IMPORTANT NOTES WHEN PERFORMING TIG WELDING
- Ensure the welding surface is 100% clean, as any dirt or contamination may cause black welds, poor penetration, or weak joints.
- Carefully adjust welding parameters, starting with a low current and gradually increasing it depending on material thickness.
- Wear full protective equipment including auto-darkening welding helmets, gloves, flame-resistant jackets, long pants, and safety boots.
WHAT IS SMAW WELDING?
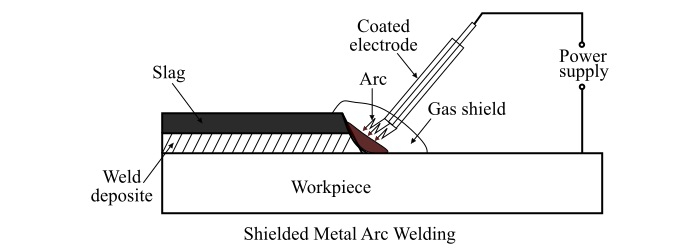
SMAW (Shielded Metal Arc Welding), also known as stick welding or manual arc welding, uses a flux-coated electrode to create an electric arc. The high temperature generated melts both the electrode and the base material, forming a weld that joins the metal pieces together.

WORKING PRINCIPLE OF SMAW WELDING
Step 1:
Lightly touch the electrode tip to the welding position to generate heat and initiate the electric arc. The high temperature causes the flux coating to burn and create shielding gases.
Step 2:
The arc heat melts the electrode tip, forming droplets of molten metal that transfer into the weld pool. At the same time, the base metal also melts to form the molten pool. The welder must move the electrode steadily so the molten metal spreads evenly and fuses with the base material.
Step 3:
As the weld pool cools, a solid slag layer forms on top of the weld, protecting it from oxidation.
WHAT MATERIALS IS SMAW WELDING SUITABLE FOR?
- Carbon steel (mild steel)
- Low-alloy steel and high-strength steel
- Stainless steel
- Cast iron
ADVANTAGES OF SMAW WELDING
- Stick welding machines and equipment are simple and more affordable than MIG and TIG welding systems.
- Since it does not rely on shielding gas, it can be used outdoors, on construction sites, or in confined spaces.
- Surface preparation is not as strict as MIG or TIG welding because the flux coating helps remove impurities and oxides.
- Highly suitable for thick carbon steel, alloy steel, and stainless steel, which are common materials in the market.
DISADVANTAGES OF SMAW WELDING
- Electrodes must be replaced frequently (typically 300–450 mm long), and the welding speed is relatively slow, making it unsuitable for mass production.
- Produces significant spatter, so surrounding surfaces may become dirty and require post-weld cleaning.
- Burning flux produces more toxic fumes, requiring proper ventilation, masks, or respirators.
- Weld beads may appear rough and may contain slag inclusions if not cleaned properly.
IMPORTANT NOTES WHEN PERFORMING SMAW WELDING
- Use dry electrodes. Moist electrodes may cause severe porosity, weak welds, and slag inclusions.
- Test and gradually adjust the welding current to suit the welding position.
- Clean the weld thoroughly after welding to ensure good appearance and quality.
- Always wear proper protective equipment and avoid wearing wet or easily flammable cotton clothing.
COMPARISION BETWEEN MIG, TIG, AND SMAW
| Criteria | MIG Welding | TIG Welding | SMAW Welding |
| Principle | Uses continuously fed consumable wire and shielding gas | Uses non-consumable tungsten electrode and optional filler rod | Uses flux-coated electrode to generate arc and shielding |
| Suitable Materials | Carbon steel, stainless steel, aluminum | Stainless steel, aluminum, thin metals | Mainly carbon steel and structural steel |
| Welding Speed | Fast | Slow | Medium |
| Weld Quality | Good | Excellent and highly aesthetics | Fairly good but less clean |
| Spatter Level | Medium | Very low | High |
| Common Applications | Industrial production metal fabrication | Precision welding, stainless steel and aluminum welding. | Construction, steel structures, job sites |
| Cost | Medium | High | Low |
The article above has provided detailed information about MIG, TIG, and SMAW welding methods. Each method is suitable for different types of metals, applications, environments, and project requirements.
If you are still unsure which welding method is the most suitable for your project, it is best to consult with a reputable metal fabricator who can provide a complete fabrication solution.
With more than 18 years of experience in the metal fabrication industry, we have completed hundreds of projects ranging from small components to large and complex steel structures. We provide steel fabrication solutions and recommend the most suitable welding method based on your project requirements and budget.
Contact Newinds:
- Email: sales@newindscorp.com
Phone/Whatsapp/Zalo: Ann Yen +84 868 482 038