
Metal stamping creates precise and durable metal stamping parts for industries like automotive, electronics, and appliances. This efficient process involves shaping metal sheets with tools and dies to produce high-quality stamping parts. Explore the benefits and applications of this technique in various industries and see why it’s a key method for a wide range of large and small industries and technologies today.
OVERVIEW OF METAL STAMPING
Metal stamping is a process where flat metal sheets are placed into a stamping press, using tools and dies to shape them into metal stamping parts with specific shapes. This process involves complex techniques such as forming, stamping, bending, piercing, and other specialized methods.
Most modern sheet metal stamping techniques do not use heat, except for certain specialized manufacturing processes. However, metal may still heat up due to friction between the metal and die from the force of the press, even without using heat.

METAL STAMPING PROCESS
Metal stamping process combines complex techniques, either simultaneously or individually, to create useful steel components for various industries and services. The process includes the following steps:
- Forming: The flat metal sheet undergoes force through various methods to transform it from a simple flat shape into a more complex one.
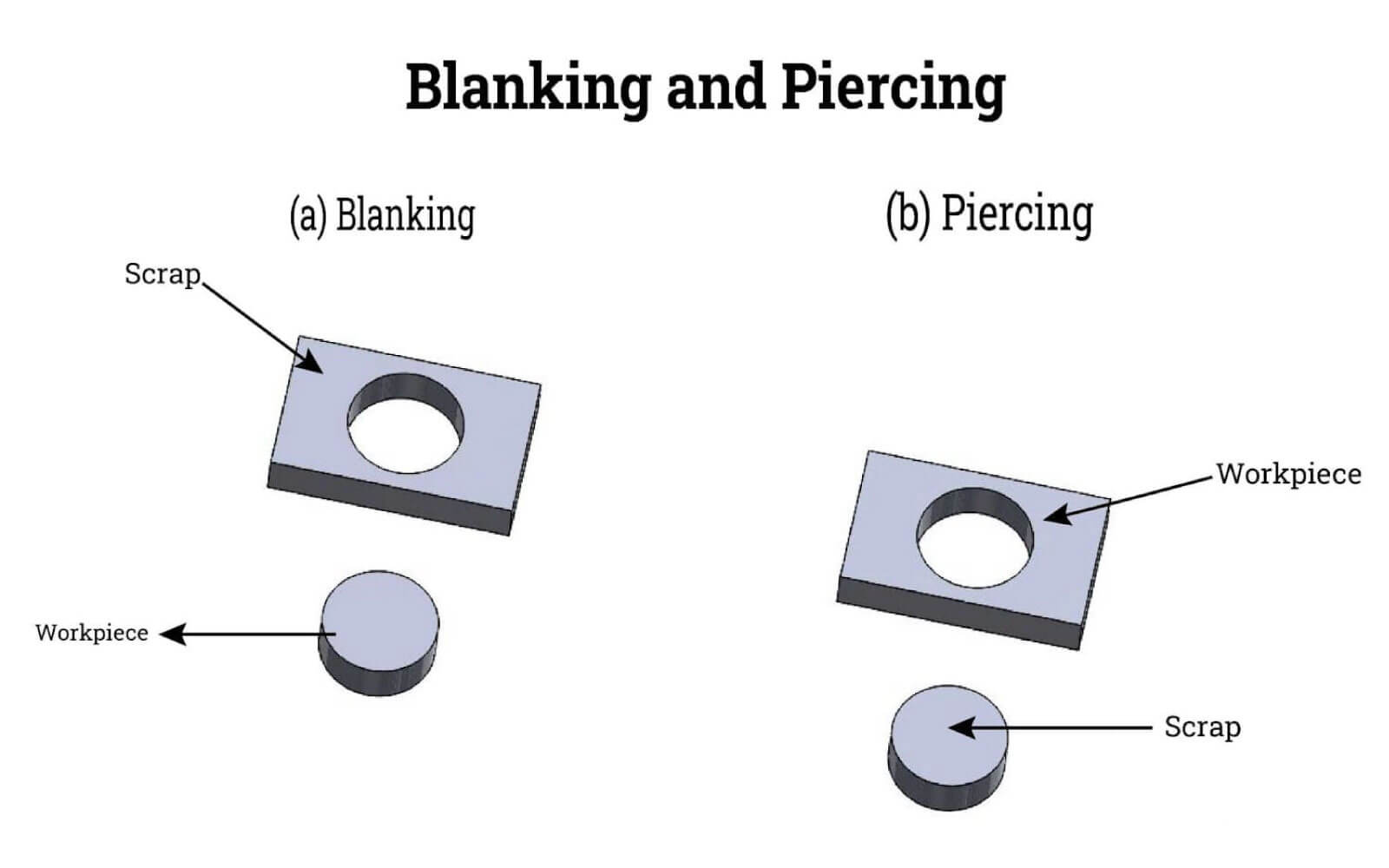
- Blanking: In this stage, metal sheets are fed into the press machine, and the die cuts them into the desired shapes. At this point, the finished blanks are created to standard dimensions.
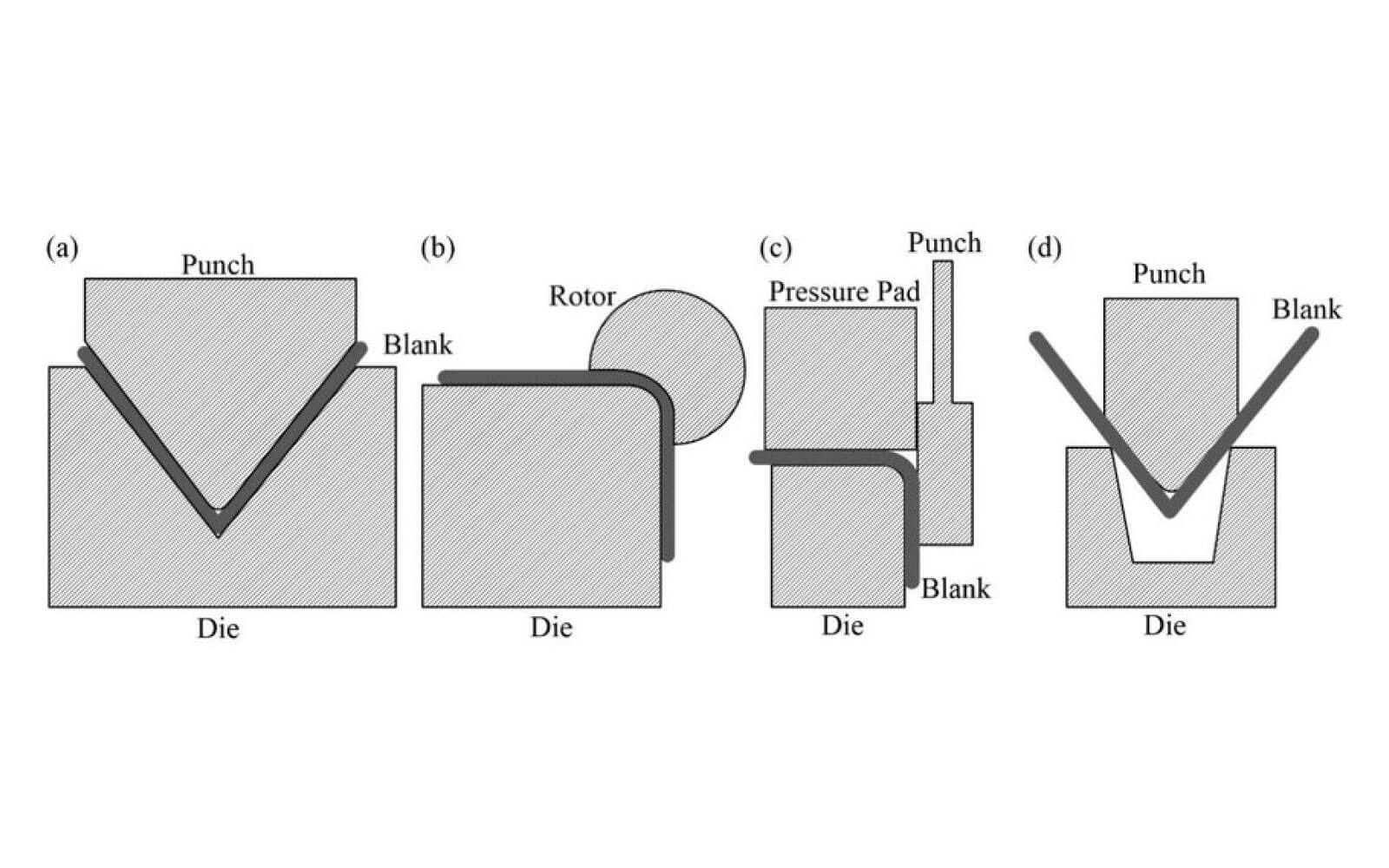
- Bending: In this phase, the metal sheet is placed on a die, and a bending tool applies force to bend the sheet at a fixed point to create the desired bending angle. Common bending methods include V-bending, Rotary bending, Edge and Air bending. To ensure the quality of the bent product, factors such as metal thickness, bending angle, material, and bending radius must be considered.
- Drawing: Metal stamping process pulls material into a die to create deeper materials. Drawing is often used to produce cylindrical devices like sinks, cooking equipment, containers, and machine body parts.
- Piercing: This process creates holes or slots using a punch to apply force to the metal. At the impact site, deformation occurs, forming a hole or slot with a specific shape as required.
These sheet metal stamping techniques are performed either simultaneously or separately, depending on the technical requirements of each project and material type for proper application.
COMMON TYPES OF METAL STAMPING
-
Progressive Die Stamping
Progressive die stamping uses a tool called a progressive die, consisting of multiple stamping stations that apply force to the metal sheet. Specifically, the metal is accurately fed into the press, with each station performing a specific action like punching, bending, cutting, or forming. After passing through all stations, the finished part is ejected from the die.
Progressive die stamping is suitable for the mass production of small or medium-sized parts, such as electronic components, automotive parts, and assembly details. The automated process helps increase productivity and ensures high precision. However, the initial investment costs are high, making it ideal for large-scale production.
-
Fourslide Stamping
In this method, the metal is aligned horizontally, and the stamping tool moves in four different directions. By combining bending, cutting, and complex shaping techniques, this method creates parts with multiple angles or intricate shapes.
This method is commonly used for custom sheet metal fabrication, detailed parts with many angles, such as electronic components, wires, spare parts, motorcycle parts, or small metal stamping parts.
-
Deep Draw Stamping
Deep draw is a sheet metal stamping technique where a metal blank is pulled into a die using a punch under high pressure to create parts with a deep shape, such as boxes, containers, or components where the drawn depth exceeds the original diameter of the metal sheet.
Deep draw is typically used to produce parts like automotive body panels, containers, electrical enclosures and cabinets, mobile phone casings, or parts with deep shapes like bathtubs or pans.
Due to the high pressure applied during deep draw, materials must be selected for their ductility and ability to stretch; otherwise, the material may crack or fail during the process.
COMMON DEFECTS IN METAL STAMPING AND HOW TO FIX THEM
1. Burrs

Causes:
- Improper die clearance
- Worn punch and die
- Insufficient stamping force
Solutions:
- Adjust the die clearance
- Regrind or replace worn punch and die
- Apply appropriate stamping force
2. Cracking / Tearing

Causes:
- Material is too hard or brittle
- Bend radius is too small
- Excessive deformation in a single operation
Solutions:
- Change material or apply annealing treatment
- Increase bend radius
- Divide the process into multiple stamping stages
3. Wrinkling

Causes:
- Insufficient blank holder force
- Material is too thin
- Improper die design
Solutions:
- Increase blank holder force
- Optimize die design
- Control material thickness
4. Springback

Causes:
- Natural elastic recovery of the material
- Die design does not compensate for springback
Solutions:
- Apply overbending in die design
- Select materials with lower elasticity
- Add a restriking or calibration process
5. Dimensional Inaccuracy
Causes:
- Improper die alignment
- Die wear
- Low machine accuracy
Solutions:
- Re-align and adjust the die
- Perform regular die maintenance
- Check and calibrate the stamping press
6. Surface Scratches

Causes:
- Rough die surface
- Foreign particles or metal debris in the die
- Inadequate lubrication
Solutions:
- Polish the die surface
- Clean the die regularly
- Use suitable lubricants
7. Tool Wear and Damage
Causes:
- Stamping materials with high hardness
- Improper heat treatment of tooling
- Lack of regular maintenance
Solutions:
- Use suitable tool steels (such as SKD11, D2, DC53)
- Apply proper heat treatment processes
- Establish a preventive maintenance schedule
BEGIN METAL STAMPING PROJECT WITH NEWINDS
At Newinds, technical requirements for metal stamping and product quality are our key focus. Our expert team thoroughly analyzes technical requirements, from simple to complex, to apply the appropriate stamping method for your project.
No matter the industry or scale of your project, we are always ready to optimize designs and provide metal stamping services to deliver quality products, helping you achieve your long-term business goals.
Contact us to kick off your metal stamping project today.
- Email: sales@newindscorp.com
- Phone/Whatsapp: +84 344 644 077